Page 1 sur 1
Test imprimante qualité d'impression
Posté : sam. 13 févr. 2016 11:26
par Vincent81
Bonjour,
Je vous propose un test de qualité pour vos imprimante 3D.
Le but est que chacun imprime la même pièce et publie son résultat et ces réglages afin de comparer les qualités d'impression et d'en discuter pour éventuellement l'améliorer.
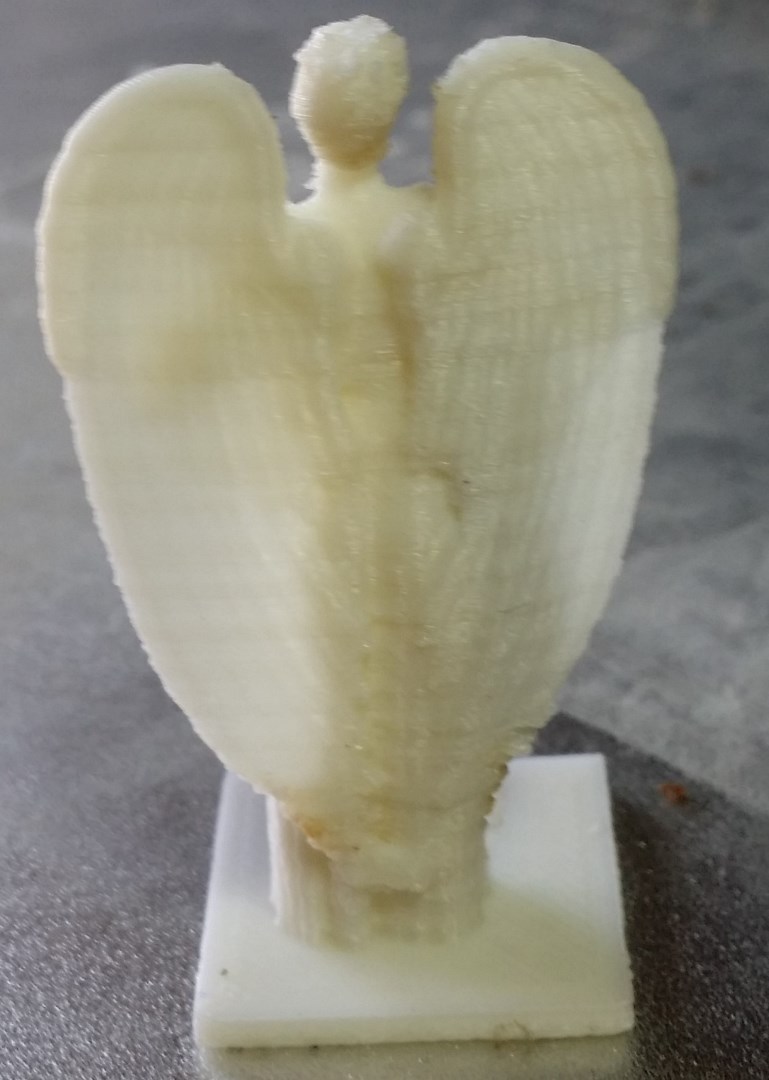
Donc, voici la pièce :
Pièce de test

J'ai modifié une pièce d'un jeu d'echec :
http://www.thingiverse.com/thing:1094522" onclick="window.open(this.href);return false;
Elle fait :
X : 20.9mm
Y : 20.4mm
Z : 46.2mm
Si vous pouvez publier :
Des photos
Les dimension mesurées
vos réglages
La matière
Le temps d'impression
@+
Re: Test imprimante qualité d'impression
Posté : sam. 13 févr. 2016 11:28
par Vincent81
Voici mon résultat (brut de décoffrage) :


Geeetech Prusa i3 X
Imprimé en 1H 10mn
ABS 1.75 Épaisseur couche 0.1mm Buse 0.3mm
Température : 230°/104°
Mesures :
X : +0.1mm
Y : +0.5mm
Z : -0.3mm
Mes réglages sous Repetier :
Code : Tout sélectionner
# generated by Slic3r 1.2.9 on Sat Feb 13 11:25:47 2016
[filament:Mk8 ABS 1.75mm 230-105]
bed_temperature = 104
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 1
extrusion_multiplier = 0.9
fan_always_on = 0
fan_below_layer_time = 30
filament_colour = #FFFFFF
filament_diameter = 1.75
first_layer_bed_temperature = 104
first_layer_temperature = 230
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 25
slowdown_below_layer_time = 25
temperature = 230
[print:Mk8 .1mm -Brim]
avoid_crossing_perimeters = 0
bottom_solid_layers = 4
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 75
brim_width = 0
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0
external_perimeter_speed = 40
external_perimeters_first = 0
extra_perimeters = 0
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.42
fill_angle = 45
fill_density = 30%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 0.42
first_layer_height = 110%
first_layer_speed = 75%
gap_fill_speed = 30
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.42
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 15%
infill_speed = 60
interface_shells = 0
layer_height = 0.1
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 10
notes =
only_retract_when_crossing_perimeters = 0
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.42
perimeter_speed = 60
perimeters = 4
post_process =
raft_layers = 0
resolution = 0
seam_position = aligned
skirt_distance = 5
skirt_height = 1
skirts = 1
small_perimeter_speed = 40
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.42
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.31
support_material_interface_extruder = 1
support_material_interface_layers = 0
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 45
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0.42
top_solid_infill_speed = 50
top_solid_layers = 4
travel_speed = 75
xy_size_compensation = 0
[printer:Mk8 20x20]
bed_shape = 0x0,210x0,210x220,0x220
before_layer_gcode =
end_gcode = G28 X\nG90\nG0 Y220\nM84\n
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.3
octoprint_apikey =
octoprint_host =
pressure_advance = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 2
retract_length_toolchange = 3
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 100
start_gcode = G28
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
z_offset = 0
Mes vitesses sous Marlin (1.1.0 RC3) :
Code : Tout sélectionner
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.30,1600.00,105.86} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {400, 400, 2, 25} // (mm/sec) {500, 500, 5, 25}
#define DEFAULT_MAX_ACCELERATION {1000,1000,100,10000} // X, Y, Z, E {9000,9000,100,10000} maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E acceleration in mm/s^2 for printing moves (3000)
#define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration in mm/s^2 for retracts (3000)
#define DEFAULT_TRAVEL_ACCELERATION 1500 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 15.0 // (mm/sec) 20
#define DEFAULT_ZJERK 0.3 // (mm/sec) 0.4
#define DEFAULT_EJERK 5.0 // (mm/sec) 5
Re: Test imprimante qualité d'impression
Posté : sam. 13 févr. 2016 11:29
par Papi78
Hello
Si tu veux comparer des impressions il faut a minima définir l'épaisseur des couches

Re: Test imprimante qualité d'impression
Posté : sam. 13 févr. 2016 11:47
par Vincent81
Je l'ai mis dans la description du résultat : 0.1mm. J'avais essayé en 0.2 mais je n'ai pas constaté de différence, mais j'ai surement plein de trucs a améliorer, d'ou ce post.
Si il y en a qui ont des idées..
Re: Test imprimante qualité d'impression
Posté : sam. 13 févr. 2016 11:53
par bruno
J'ai pas la possibilité durant le weekend d'imprimer mais je le ferais lundi
Mais c'est vrai que d'une pièces a une autre les paramètres d'impression changent. Il faut apprendre ... Et comprendre qul paramètre utiliser. Pour ce type de pièce une petite vitesse d'impression ira déjà mieux.
Qu'en pensez vous ?
Re: Test imprimante qualité d'impression
Posté : sam. 13 févr. 2016 12:05
par Thib54
On pars tous sur un test en ABS en couche de 0,1…
Nous pourrons comparer! Qu'en pensez vous?
Oui Bruno, Je pense également qu'une vitesse faible sera mieux pour cette impression…
Également à préciser le diamètre de fil et la taille de la buse utilisée, ainsi que la machine!
J'imprime des que je peux et post les photos!
Je trouve cette idée très enrichissante!
